以優質的品質贏得客戶的好評與銷量
![]()
以優質的品質贏得客戶的好評與銷量
![]()

聯系人:陳總
電 話:15238631838
傳 真:17788121777 13783643830
郵 箱:761340143@qq.com
網 址:wmoaks.cn
地 址:新鄭市梨河鎮劉吉安樓村村口
PE管焊接施工規范及步驟
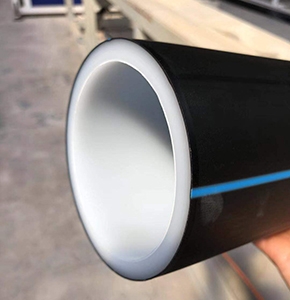
PE給水管作為一種新型管材,具有耐腐蝕、無毒無味、內壁光滑阻力小、抗老化使用壽命長(50年)、重量輕(密度只有鋼管的1/8)、安裝勞動強度低、施工費用少、抗震性能強、材質柔韌性好等特點。
通常情況下,PE管要求埋地敷設,覆土深度大于0.7m,若確需局部地面敷設時,須使用抗紫外線的黑色PE管并采取保護措施。
一般規定
PE管廠家PE管焊接是整個施工過程中,重要的一環,特別在非開挖過程中,如因焊接引起問題損失往往以百萬計算。因此在施工過程中,必須步步把關,嚴格把握施工質量。在整個施工工期中,PE管焊接需采用兩種不同的焊接方式。對于小于D63的PE管需采用承插連接,即管道連接均采用管件進行連接。大于D63的PE管則需要采用對接方式進行連接。即管道通過專用焊機通過加熱進行連接。

PE管廠家對接方式焊接正確施工方法
一、焊接前準備
1、清潔油路接頭,清除管材表面的油污、雜質及毛刺,正確連接焊接各部件;
2、檢查清潔加熱板,確認電壓是否符合焊機要求;
3、檢查并清潔加熱板;
4、按照焊接工藝正確設置技術參數;
二、管材施工步驟
1、管材裝夾就位并清潔端口位置,減少殘留水質及泥土等雜物;
2、管材銑削與校正,保證場地干凈且無障礙。在銑削后減少手直接觸摸已銑削端口,避免污染。并校正管材端口。避免銑削偏斜加熱不到位(一般調整完后應再次銑削管材端面,以確保管材對齊);
3、管材加熱,將加熱板達到220°時正確放置在兩根管材中間進行管材吸熱。吸熱時切記為拖動壓力吸熱。吸熱時間滿足后快速切換加熱板,避免放置切換過久端口面熱量散失并污染;
4、卷邊階段,通過端口加熱后快速將管材對接,直至翻邊卷翻至管材外壁(此處不可泄壓);
5、冷卻階段,焊接完成后焊接口需要進行冷卻確保焊接質量。此過程為自然冷卻,不可通過冷水澆灌或其他物理降溫。直至管材端口冷卻.