以?xún)?yōu)質(zhì)的品質(zhì)贏得客戶(hù)的好評(píng)與銷(xiāo)量
![]()
以?xún)?yōu)質(zhì)的品質(zhì)贏得客戶(hù)的好評(píng)與銷(xiāo)量
![]()

聯(lián)系人:陳總
電 話:15238631838
傳 真:17788121777 13783643830
郵 箱:761340143@qq.com
網(wǎng) 址:wmoaks.cn
地 址:新鄭市梨河鎮(zhèn)劉吉安樓村村口
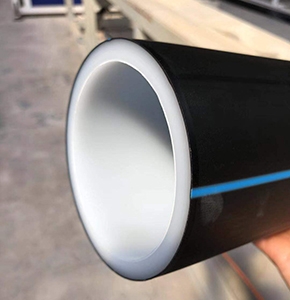
PE管焊接接頭故障的原因
PE管較為常見(jiàn)的連接方式有熱熔對(duì)接和電熔連接兩種。熱熔對(duì)接中因操作不當(dāng),常導(dǎo)致焊接接頭出現(xiàn)各種各樣的問(wèn)題。我們PE管廠家先介紹一下標(biāo)準(zhǔn)的焊接接頭是怎樣的,然后再說(shuō)一說(shuō)幾種不標(biāo)準(zhǔn)的焊接接頭問(wèn)題是怎么發(fā)生的:
1.標(biāo)準(zhǔn)焊接接頭形式:接頭中間向下凹陷。且凹陷深度不超過(guò)管道表面,焊接接頭兩邊均勻、對(duì)稱(chēng)。
2.不對(duì)稱(chēng)焊接接頭形式:主要是由于PE管兩邊加熱時(shí)間或加熱溫度不同形成的不對(duì)稱(chēng)接頭或是由于焊接不同種材料的管道時(shí),由于熔融溫度不同。加熱時(shí)間內(nèi)熔融塑料流動(dòng)指數(shù)不同。

3.窄而寬的焊接接頭形式:這是由于焊接壓力過(guò)大或者熔接時(shí)間過(guò)長(zhǎng)導(dǎo)致的。
4.PE管廠家較小的焊接接頭形式:PE管吸熱時(shí)間過(guò)短或?qū)訅毫^(guò)小,可能拖動(dòng)壓力加入不正確或未加入拖動(dòng)壓力就會(huì)有上述現(xiàn)象出現(xiàn)。
5.接頭中心交界處產(chǎn)生了裂紋的接頭形式:由于加熱溫度不夠或切換時(shí)間過(guò)長(zhǎng),使得被焊接的塑料沒(méi)有充足的流動(dòng)性,因而在焊接接頭中心交界處產(chǎn)生了裂紋。
PE管焊接中出現(xiàn)的幾種問(wèn)題接頭形式在上文中有一個(gè)詳細(xì)的介紹,了解到問(wèn)題的原因之后在之后的返工中多加注意就好了。焊接工作還是應(yīng)由具有從業(yè)資格的專(zhuān)業(yè)焊工來(lái)完成,因?yàn)橹挥谐墒斓暮附庸に嚥拍軌虮WC管道的焊接質(zhì)量。
![]()
 | 聯(lián)系電話:15238631838 |
 | 電子郵箱:761340143@qq.com |
 | 公司地址:河南省新鄭市梨河鎮(zhèn)劉吉安樓村 |
有限公司")
有限公司")